Lézervágók
Aranyáron és lassan dolgoznak a bérvágók? Nem elég precíz a plazma? A CNC Lézervágók ára rengeteget esett az utóbbi években, ennek is köszönhető, hogy már kisvállalkozók is megengedhetik maguknak, hogy ne másnál költsék el a vágás árát, ne másra várjanak és tűpontos gyártást érjenek el.
Ezen az oldalon megismerheted az alap típusokat, árajánlathoz viszont mindenképp egyeztessünk, mert különféle elszívó rendszerek léteznek hozzá, bizonyos esetekben megéri csavarkompresszorral együtt beszerezni, lehet szükséged gyökvágó funkcióra vagy extra terítékelő szoftverre. Mindenben segítek, hogy a számodra legmegfelelőbb megoldást találjuk – akár részletre, amiről itt olvashatsz.
Miért fontos a lézervágás?
A lézervágás ma már annyira beépült a fémiparba, hogy sok helyen észre sem veszik, mennyire meghatározza a mindennapi munkát. Nem látványos technológia, mint a hegesztés, mégis az egyik legfontosabb lépés a gyártásban.
Egyszerűen azért, mert itt dől el, milyen minőségű alapanyagból dolgozol tovább.
Sokan gyors darabolási módszerként tekintenek rá, pedig ennél jóval többről van szó. A lézervágás nem csak levágja az anyagot, hanem meghatározza:
- a pontosságot
- az ismételhetőséget
- és azt, mennyire lesz problémamentes a teljes gyártási folyamat
Hogyan működik?
A működés mögött nincs semmi misztikum. A lézersugár nagyon kis helyre koncentrálja az energiát, felmelegíti az anyagot, majd egy segédgáz kifújja az olvadékot a vágási résből (bizonyos esetekben az oxigén az égést is táplálja).
A gyakorlatban ez azt jelenti:
- keskeny, tiszta vágás
- pontos kontúr
- nem égett, nem tépett felület

A pontosság valódi előnye
A lézervágás legnagyobb előnye a pontosság – és ennek hatása az egész gyártásra.
Ha egy alkatrész pontosan van kivágva:
- a hajlítás kiszámíthatóbb
- az illesztések jobbak
- a hegesztés egyszerűbb
- kevesebb utómunka szükséges
Nem kell folyamatosan igazítani, korrigálni, „hozzáfaragni” a darabokat, mert azok eleve passzolnak.
Egy műhelyben ez elsőre nem tűnik nagy dolognak, de napi szinten rengeteg időt jelent. Az a pár perc, amit egy-egy darabon igazítással vagy csiszolással töltesz, összeadódik – és a végén már órákban mérhető.
Plazma vs lézervágás
Egy jó példa erre, amikor valaki plazmáról vált lézervágásra.
A plazmával vágott darabok általában használhatók, de nem tökéletesek:
- az élek nem mindig egyenletesek
- illesztési pontatlanságok maradnak
- utómunka szükséges
Ezek a hegesztésnél még kezelhetők, de idő és energia kell hozzá.
Lézervágásnál:
- a darabok pontosabban illeszkednek
- a hegesztés gyorsabb és egyenletesebb
- kevesebb utómunka szükséges
Nem azért, mert a hegesztő jobban dolgozik, hanem mert jobb alapanyagot kap.
Hogyan működik a lézervágás a gyakorlatban?
A lézervágás ma már annyira beépült a fémiparba, hogy sok helyen észre sem veszik, mennyire meghatározza a mindennapi munkát. Nem egy látványos technológia, mint a hegesztés, mégis az egyik legfontosabb lépés az egész gyártásban. Egyszerűen azért, mert itt dől el, milyen minőségű alapanyagból dolgozol tovább.
Sokan hajlamosak úgy gondolni rá, mint egy gyors darabolási módszerre. Valójában ennél többről van szó. A lézervágás nem csak levágja az anyagot, hanem meghatározza, mennyire lesz pontos, mennyire lesz ismételhető, és mennyire lesz problémamentes minden, ami utána következik.
A működése mögött nincs semmi misztikum. A lézersugár nagyon kis helyre koncentrálja az energiát, felmelegíti az anyagot, majd egy segédgáz kifújja az olvadékot a vágási résből de az oxigén például táplálja is az égést). Ami ebből a gyakorlatban látszik, az egy keskeny, tiszta vágás és egy pontos kontúr. Nem égett, nem tépett, nem „nagyjából jó”, hanem pontos.
Ez a pontosság az, ami igazán számít. Nem csak a vágásnál, hanem a teljes gyártás során.
Ha egy alkatrész pontosan van kivágva, akkor a következő lépések egyszerűbbé válnak. A hajlítás kiszámíthatóbb, az illesztések jobbak, a hegesztés kevesebb küzdelemmel jár. Nem kell folyamatosan korrigálni, igazítani, „hozzáfaragni” a darabokat egymáshoz, mert azok passzolnak.
Egy műhelyben ez nem hangzik nagy dolognak, de napi szinten rengeteg időt jelent. Az a pár perc, amit egy-egy darabon igazítással vagy csiszolással töltesz, észrevétlenül összegyűlik. A végén pedig már nem is percekről, inkább órákról beszélünk.
Egy jó példa erre, amikor valaki plazmáról vált lézervágásra. A plazmával vágott darabok általában használhatók, csak nem tökéletesek. Itt-ott igazítani kell rajtuk, az élek nem mindig egyenletesek, az illesztésnél maradnak kisebb hézagok. Ezeket a hegesztésnél még „meg lehet oldani”, csak idő és energia kell hozzá.
Amikor ugyanezek a darabok lézerrel készülnek, a különbség nem csak a vágási felületen látszik. A darabok egyszerűen jobban illeszkednek egymáshoz. A hegesztés gyorsabb lesz, egyenletesebb, és kevesebb utómunkát igényel. Nem azért, mert a hegesztő másképp dolgozik, azért mert jobb alapot kap.
Ez különösen akkor válik fontossá, amikor vékonyabb anyagokkal dolgozol. Ott a pontatlanság sokkal hamarabb problémát okoz. Egy nagyobb hézag nem csak esztétikai kérdés, hanem konkrétan befolyásolja a varrat minőségét és a vetemedést is. Ha viszont a darabok pontosan illeszkednek, az egész folyamat nyugodtabb és kiszámíthatóbb lesz.
A lézervágás ebben segít a legtöbbet: eltünteti a felesleges korrekciókat a gyártásból.
Persze itt sem mindegy, hogyan van beállítva a technológia. A segédgáz például sokat számít. Oxigénnel gyorsabban lehet haladni bizonyos anyagoknál, viszont a vágott felület oxidált lesz. Nitrogénnel tisztább az él, ami később hegesztésnél vagy festésnél előny, de ez általában lassabb és költségesebb megoldás. Ezek nem „jó vagy rossz” döntések, inkább azt határozzák meg, mire optimalizálsz.
A lézervágás ott mutatja meg igazán az erejét, ahol a pontosság nem extra igény, hanem alapelvárás. Ilyenek például a gépburkolatok, rozsdamentes termékek vagy olyan alkatrészek, amelyek sorozatban készülnek. Ezeknél nem fér bele, hogy minden darabot külön igazgatni kelljen.
Ugyanakkor fontos látni a határokat is. Vastag anyagoknál, durvább szerkezeteknél, vagy olyan munkáknál, ahol nem kritikus a pontosság, más technológiák sokszor gazdaságosabbak. A lézervágás nem mindenre a legjobb megoldás, és nem is kell annak lennie.
A másik fontos tényező a beruházás. Egy ipari lézervágó gép nem kis tétel – bár rengeteget csökkent az ára az utóbbi évek fejlődésének köszönhetően – és önmagában nem old meg semmit. Akkor működik jól, ha a környezet is fel van rá készítve. Ha rendben vannak a rajzok, ha van rendszer az anyagkezelésben, és ha a gyártás képes kihasználni azt a pontosságot, amit a gép tud.
Ezért cégvezetőként nem az a kérdés, hogy „kell-e lézervágó”, hanem az, hogy mit nyersz vele a saját folyamataidban. Ha jelenleg sok idő megy el igazításra, utómunkára, vagy egyszerűen nem elég stabil a minőség, akkor a lézervágás ezen nagyon sokat tud javítani. Ha viszont ezek most sem jelentenek problémát, akkor könnyen lehet, hogy nem itt van a fejlesztés helye.
A lényeg itt is ugyanaz, mint a lézerhegesztésnél. Nem attól lesz jó döntés, hogy modern technológiáról van szó, hanem attól, hogy illeszkedik-e ahhoz, amit nap mint nap csinálsz.
A lézervágás igazi értéke nem a sebességben van, hanem abban, hogy minden egyes darabbal ugyanazt a minőséget adja. És amikor ez a fajta stabilitás bekerül a gyártásba, az nem csak a vágásnál, hanem az egész folyamatban érezhető lesz.
Különösen fontos vékony anyagoknál
Vékony anyagok esetén a pontatlanság sokkal hamarabb problémát okoz.
Egy nagyobb hézag:
- rontja a varrat minőségét
- növeli a vetemedést
Ha viszont a darabok pontosan illeszkednek, a teljes folyamat kiszámíthatóbb és nyugodtabb lesz.
A lézervágás ebben segít a legtöbbet: eltünteti a felesleges korrekciókat a gyártásból.
Technológiai döntések
A végeredményt az is befolyásolja, hogyan van beállítva a technológia.
Például a segédgáz:
- Oxigén: gyorsabb vágás, de oxidált felület
- Nitrogén: tisztább él, jobb hegesztéshez/festéshez, viszont lassabb és költségesebb
Ezek nem jó vagy rossz döntések – attól függnek, mire optimalizálsz
Hol mutatja meg igazán az erejét?
A lézervágás ott a leghasznosabb, ahol a pontosság alapelvárás:
- gépburkolatok
- rozsdamentes termékek
- sorozatgyártott alkatrészek
Itt nem fér bele, hogy minden darabot külön igazgatni kelljen.
Fontos: nem mindenre ez a legjobb
Vastag anyagoknál vagy durvább szerkezeteknél más technológiák sokszor gazdaságosabbak.
A lézervágás nem mindenre a legjobb megoldás – és nem is kell annak lennie.
A beruházás kérdése
Egy ipari lézervágó gép komoly beruházás, bár az ára az utóbbi években jelentősen csökkent.
Önmagában azonban nem old meg mindent.
Akkor működik jól, ha:
- gépburkolatrendben vannak a rajzokok
- átlátható az anyagkezelés
- a gyártás képes kihasználni a pontosságát
Hogyan működik a lézervágás a gyakorlatban?
A lézervágás ma már annyira beépült a fémiparba, hogy sok helyen észre sem veszik, mennyire meghatározza a mindennapi munkát. Nem egy látványos technológia, mint a hegesztés, mégis az egyik legfontosabb lépés az egész gyártásban. Egyszerűen azért, mert itt dől el, milyen minőségű alapanyagból dolgozol tovább.
Sokan hajlamosak úgy gondolni rá, mint egy gyors darabolási módszerre. Valójában ennél többről van szó. A lézervágás nem csak levágja az anyagot, hanem meghatározza, mennyire lesz pontos, mennyire lesz ismételhető, és mennyire lesz problémamentes minden, ami utána következik.
A működése mögött nincs semmi misztikum. A lézersugár nagyon kis helyre koncentrálja az energiát, felmelegíti az anyagot, majd egy segédgáz kifújja az olvadékot a vágási résből de az oxigén például táplálja is az égést). Ami ebből a gyakorlatban látszik, az egy keskeny, tiszta vágás és egy pontos kontúr. Nem égett, nem tépett, nem „nagyjából jó”, hanem pontos.
Ez a pontosság az, ami igazán számít. Nem csak a vágásnál, hanem a teljes gyártás során.
Ha egy alkatrész pontosan van kivágva, akkor a következő lépések egyszerűbbé válnak. A hajlítás kiszámíthatóbb, az illesztések jobbak, a hegesztés kevesebb küzdelemmel jár. Nem kell folyamatosan korrigálni, igazítani, „hozzáfaragni” a darabokat egymáshoz, mert azok passzolnak.
Egy műhelyben ez nem hangzik nagy dolognak, de napi szinten rengeteg időt jelent. Az a pár perc, amit egy-egy darabon igazítással vagy csiszolással töltesz, észrevétlenül összegyűlik. A végén pedig már nem is percekről, inkább órákról beszélünk.
Egy jó példa erre, amikor valaki plazmáról vált lézervágásra. A plazmával vágott darabok általában használhatók, csak nem tökéletesek. Itt-ott igazítani kell rajtuk, az élek nem mindig egyenletesek, az illesztésnél maradnak kisebb hézagok. Ezeket a hegesztésnél még „meg lehet oldani”, csak idő és energia kell hozzá.
Amikor ugyanezek a darabok lézerrel készülnek, a különbség nem csak a vágási felületen látszik. A darabok egyszerűen jobban illeszkednek egymáshoz. A hegesztés gyorsabb lesz, egyenletesebb, és kevesebb utómunkát igényel. Nem azért, mert a hegesztő másképp dolgozik, azért mert jobb alapot kap.
Ez különösen akkor válik fontossá, amikor vékonyabb anyagokkal dolgozol. Ott a pontatlanság sokkal hamarabb problémát okoz. Egy nagyobb hézag nem csak esztétikai kérdés, hanem konkrétan befolyásolja a varrat minőségét és a vetemedést is. Ha viszont a darabok pontosan illeszkednek, az egész folyamat nyugodtabb és kiszámíthatóbb lesz.
A lézervágás ebben segít a legtöbbet: eltünteti a felesleges korrekciókat a gyártásból.
Persze itt sem mindegy, hogyan van beállítva a technológia. A segédgáz például sokat számít. Oxigénnel gyorsabban lehet haladni bizonyos anyagoknál, viszont a vágott felület oxidált lesz. Nitrogénnel tisztább az él, ami később hegesztésnél vagy festésnél előny, de ez általában lassabb és költségesebb megoldás. Ezek nem „jó vagy rossz” döntések, inkább azt határozzák meg, mire optimalizálsz.
A lézervágás ott mutatja meg igazán az erejét, ahol a pontosság nem extra igény, hanem alapelvárás. Ilyenek például a gépburkolatok, rozsdamentes termékek vagy olyan alkatrészek, amelyek sorozatban készülnek. Ezeknél nem fér bele, hogy minden darabot külön igazgatni kelljen.
Ugyanakkor fontos látni a határokat is. Vastag anyagoknál, durvább szerkezeteknél, vagy olyan munkáknál, ahol nem kritikus a pontosság, más technológiák sokszor gazdaságosabbak. A lézervágás nem mindenre a legjobb megoldás, és nem is kell annak lennie.
A másik fontos tényező a beruházás. Egy ipari lézervágó gép nem kis tétel – bár rengeteget csökkent az ára az utóbbi évek fejlődésének köszönhetően – és önmagában nem old meg semmit. Akkor működik jól, ha a környezet is fel van rá készítve. Ha rendben vannak a rajzok, ha van rendszer az anyagkezelésben, és ha a gyártás képes kihasználni azt a pontosságot, amit a gép tud.
Ezért cégvezetőként nem az a kérdés, hogy „kell-e lézervágó”, hanem az, hogy mit nyersz vele a saját folyamataidban. Ha jelenleg sok idő megy el igazításra, utómunkára, vagy egyszerűen nem elég stabil a minőség, akkor a lézervágás ezen nagyon sokat tud javítani. Ha viszont ezek most sem jelentenek problémát, akkor könnyen lehet, hogy nem itt van a fejlesztés helye.
A lényeg itt is ugyanaz, mint a lézerhegesztésnél. Nem attól lesz jó döntés, hogy modern technológiáról van szó, hanem attól, hogy illeszkedik-e ahhoz, amit nap mint nap csinálsz.
A lézervágás igazi értéke nem a sebességben van, hanem abban, hogy minden egyes darabbal ugyanazt a minőséget adja. És amikor ez a fajta stabilitás bekerül a gyártásba, az nem csak a vágásnál, hanem az egész folyamatban érezhető lesz.
Mikor éri meg lézervágó gépet venni?
Ha:
- ha sok utómunka van
- ha pontosság kell
- ha várni kell bérvágóra
Mikor éri meg?
A kérdés nem az, hogy „kell-e lézervágó”, hanem az, hogy mit nyersz vele a saját folyamataidban.
Ha:
- sok idő megy el utómunkára
- nem stabil a minőség
- sok az igazítás
akkor a lézervágás jelentős javulást hozhat.
Ha ezek most sem jelentenek problémát, akkor lehet, hogy nem itt van a fejlesztés helye.
Összefoglalva
A lézervágás igazi értéke nem a sebességben van, hanem abban, hogy minden egyes darabbal ugyanazt a minőséget adja.
És amikor ez a stabilitás bekerül a gyártásba, az nem csak a vágásnál, hanem az egész folyamatban érezhető lesz.
Ajánlatkérés
Ha szeretnéd megtudni, milyen lézervágó lenne a megfelelő a vállalkozásod számára, vedd fel velem a kapcsolatot.
Segítek a megfelelő gép és konfiguráció kiválasztásában, hogy valóban megtérülő beruházás legyen.
- Lézervágó Típusok
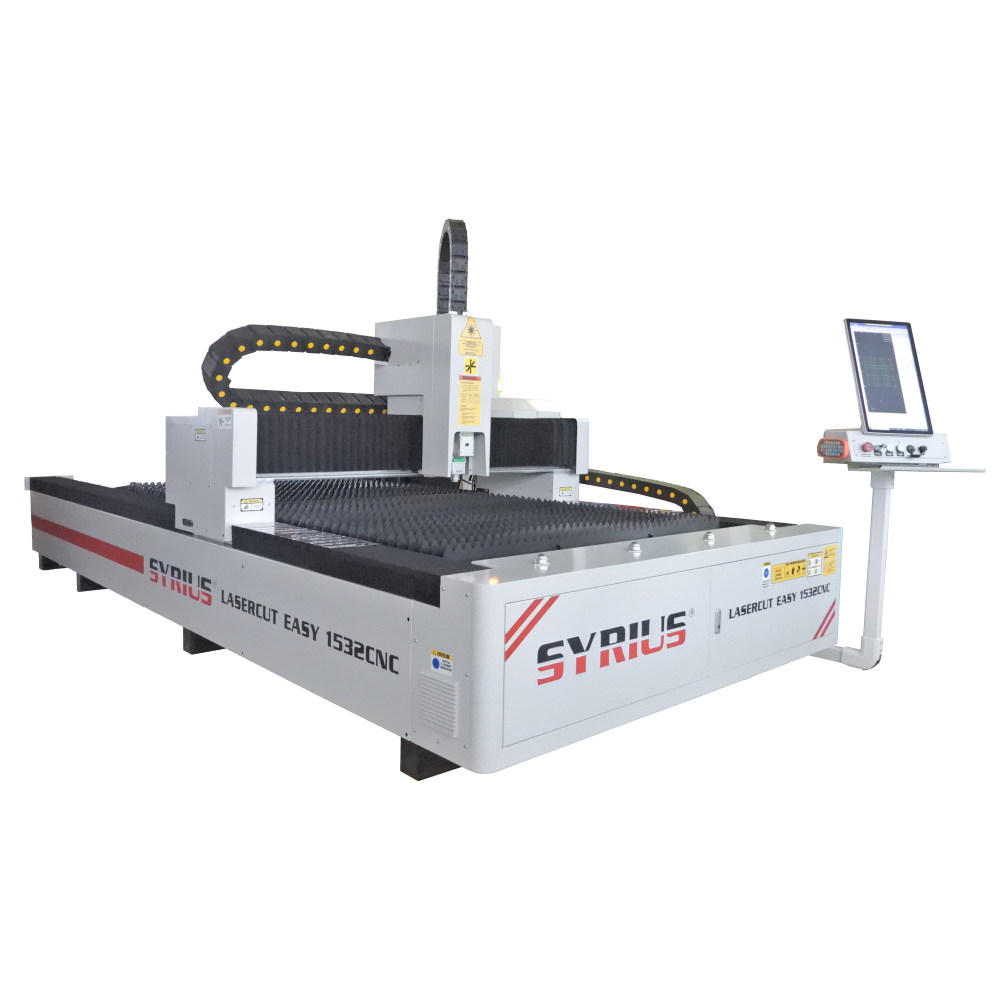
SYRIUS LASERCUT EASY / EASY+ / CABIN / CABIN+ CNC Lézervágó asztalok síklemezek vágására

Lézerteljesítmény: 1500W – 20000W
Lézerforrás: Max Photonics
Lézerfej: BLT automata fókusz
Munkaterület:
- 1500 x 3000 mm
- 2000 x 4000 mm
- 2000 x 6000 mm
- 2500 x 6000 mm
Pozicionálási pontosság: ±0,03 mm
Ismétlési pontosság: ±0,02 mm
Maximális mozgási sebesség: 80 m/perc
Maximális gyorsulás: 1G
Vezérlés: FSCUT rendszer
Hajtásrendszer: fogasléces, szervomotoros
Elszívás: Szekcionált elszívás
- Axiálventilátoros rendszer (szűrés nélkül) vagy
- Szűrrendszeres, visszaforgató elszívás
Energiaigény és üzemeltetés
Áramellátás: 3 fázis
Áramfelvétel: ~25–120A (fázisonként, teljesítménytől függően)
Teljes energiafogyasztás: ~10–60 kW (lézerteljesítménytől és konfigurációtól függően)
Hűtés típusa: vízhűtés
Vágógáz: szükséges
(oxigén / nitrogén / sűrített levegő – alkalmazástól függően)
Vágási képességek (maximális vastagság, teljesítmény szerint)
1500W
- Szénacél: 12 mm
- Rozsdamentes acél: 5 mm
- Alumínium: 4 mm
- Réz: 4 mm
2000W
- Szénacél: 16 mm
- Rozsdamentes acél: 6 mm
- Alumínium: 4 mm
- Réz: 4 mm
3000W
- Szénacél: 18 mm
- Rozsdamentes acél: 8 mm
- Alumínium: 4 mm
- Réz: 4 mm
6000W
- Szénacél: 22 mm
- Rozsdamentes acél: 14 mm
- Alumínium: 10 mm
- Réz: 10 mm
12000W
- Szénacél: 35 mm
- Rozsdamentes acél: 25 mm
- Alumínium: 18 mm
- Réz: 18 mm
20000W
- Szénacél: 50 mm
- Rozsdamentes acél: 35 mm
- Alumínium: 30 mm
- Réz: 20 mm
SYRIUS LASERCUT EASY CNC Lézervágó asztalok
- Nyitott gép
- Fix asztal
SYRIUS LASERCUT EASY+ CNC Lézervágó asztalok

- Nyitott gép
- Cserélőpalettás asztal
SYRIUS LASERCUT CABIN CNC Lézervágó asztalok
- Zárt gép
- Fix asztal
SYRIUS LASERCUT CABIN+ CNC Lézervágó asztalok
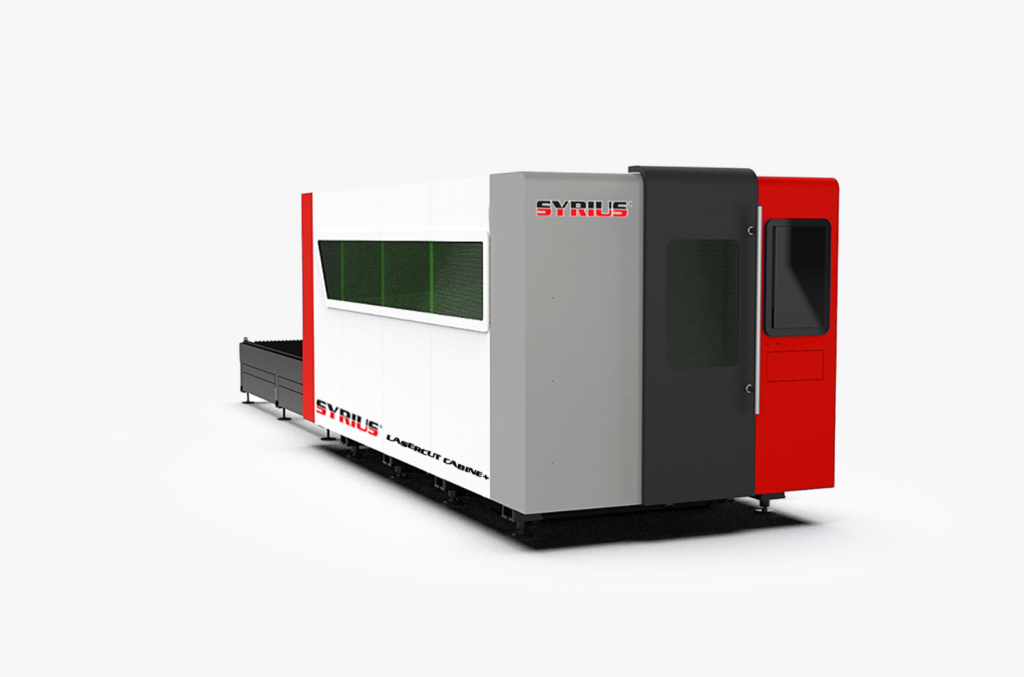
- Zárt gép
- Cserélőpalettás asztal
Ahogy láthatod, a gépek felszereltség szempontjából majdnem azonosak, a fő különbség a választható teljestményen és választható elszíváson túl abban van, hogy zárt vagy nyitott és hogy fix asztal vagy cserélőpalettás asztalról beszélünk.
A munkavédelmi szabvány zárt gépet ír elő, szűrrendszeres elszívással vagy pedig önálló helyiségben kell üzemeltetni a gépet. A nyitott gépek valamivel olcsóbbak, nagyságrendileg 5000-1000€ különbséget jelent árban. Zárt géppel az elszívás is hatékonyabb.
A cserélőpalettás asztalok előnye, hogy amíg leszeded a kivágott darabokat, addig a gép tudja vágni a felrakott lemezt, tehát időt nyersz a termelésben. Hátránya, hogy a gép mérete a duplájára nő.
Melyik verzió lesz Neked megfelelő? Lépj velem kapcsolatba és segítek megválaszolni a felmerülő kérdéseket.
- Cső- és profilvágó lézer Típusok
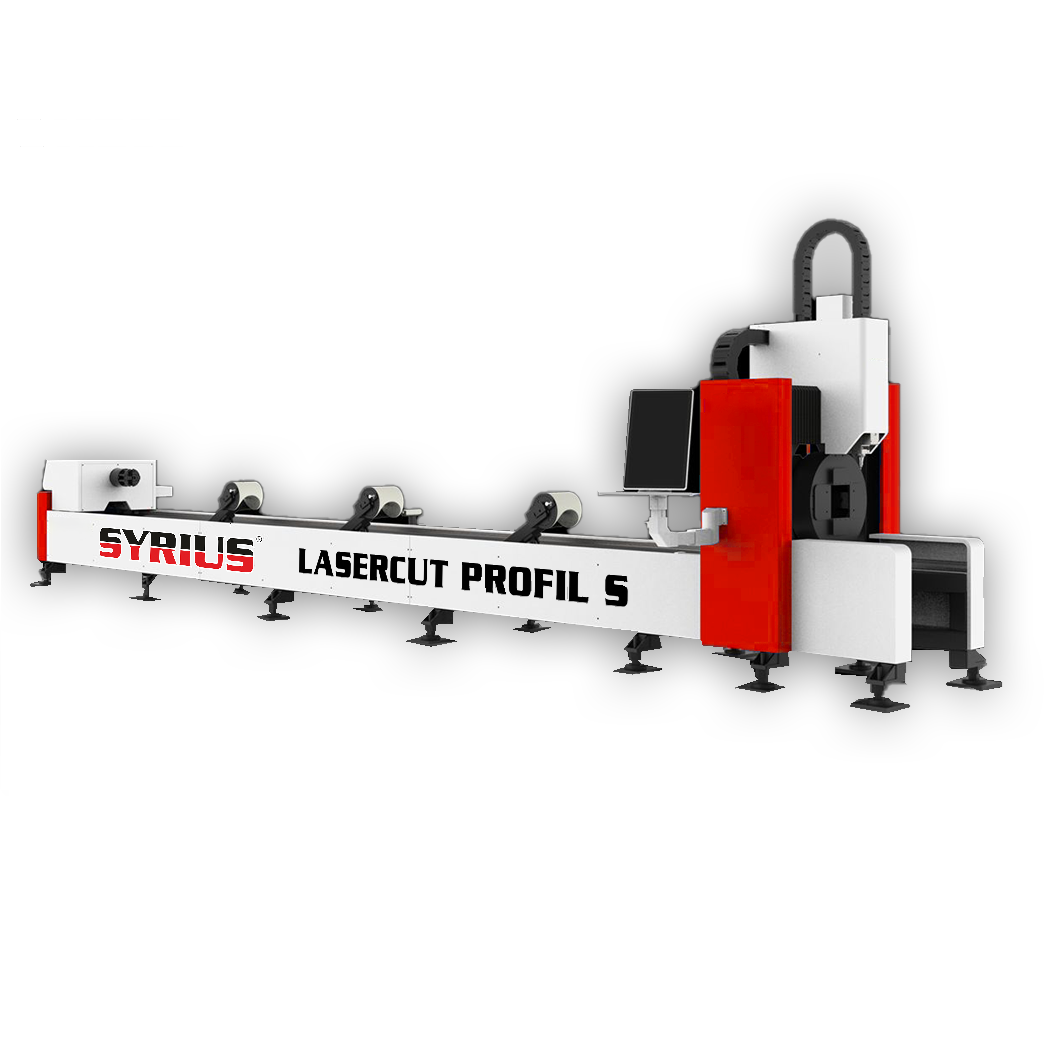
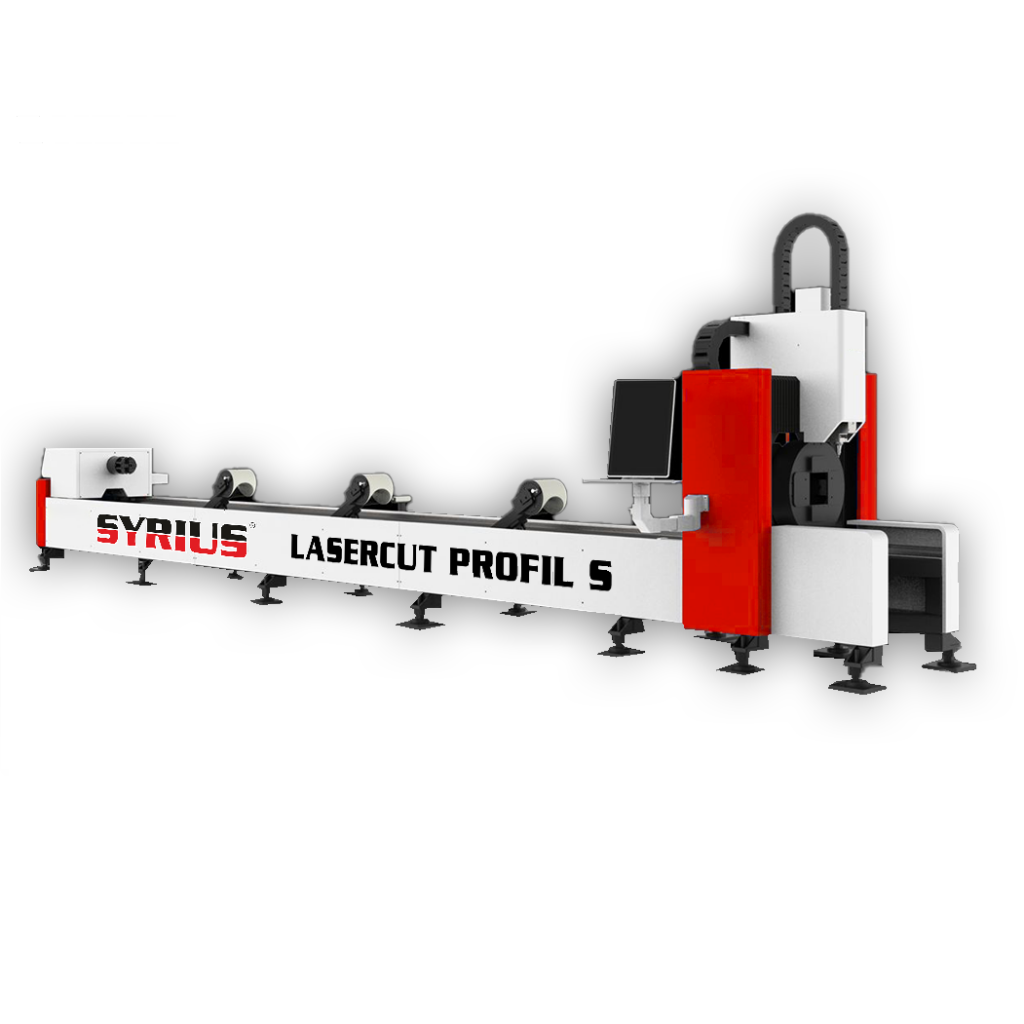
SYRIUS LASERCUT PROFILE S/M/L CNC Lézervágó asztalok csövek és profilok vágására

Lézerteljesítmény: 1500W – 20000W
Lézerforrás: Max Photonics
Lézerfej: BLT automata fókusz
Pozicionálási pontosság: ±0,05 mm
Ismétlési pontosság: ±0,03 mm
Maximális mozgási sebesség: 60-100 m/perc
Maximális gyorsulás: 1G
Vezérlés: FSCUT rendszer
Hajtásrendszer: fogasléces, szervomotoros
Elszívás:
- Axiálventilátoros rendszer (szűrés nélkül) vagy
- Szűrrendszeres, visszaforgató elszívás
Energiaigény és üzemeltetés
Áramellátás: 3 fázis
Áramfelvétel: ~25–120A (fázisonként, teljesítménytől függően)
Teljes energiafogyasztás: ~10–60 kW (lézerteljesítménytől és konfigurációtól függően)
Hűtés típusa: vízhűtés
Vágógáz: szükséges
(oxigén / nitrogén / sűrített levegő – alkalmazástól függően)
Vágási képességek (maximális vastagság, teljesítmény szerint)
1500W
- Szénacél: 12 mm
- Rozsdamentes acél: 5 mm
- Alumínium: 4 mm
- Réz: 4 mm
2000W
- Szénacél: 16 mm
- Rozsdamentes acél: 6 mm
- Alumínium: 4 mm
- Réz: 4 mm
3000W
- Szénacél: 18 mm
- Rozsdamentes acél: 8 mm
- Alumínium: 4 mm
- Réz: 4 mm
6000W
- Szénacél: 22 mm
- Rozsdamentes acél: 14 mm
- Alumínium: 10 mm
- Réz: 10 mm
12000W
- Szénacél: 35 mm
- Rozsdamentes acél: 25 mm
- Alumínium: 18 mm
- Réz: 18 mm
20000W
- Szénacél: 50 mm
- Rozsdamentes acél: 35 mm
- Alumínium: 30 mm
- Réz: 20 mm
SYRIUS LASERCUT PROFILE S CNC Cső és profilvágó lézer
| Lézerforrás teljesítmény | 1500W – 6000W | |
| Profil átmérő | 10–120 mm | 10–160 mm |
| Profil hossz | 6 m | |
| Pozicionálási pontosság | ±0.05 mm | |
| Ismételt pontosság | ±0.03 mm | |
| Max. sebesség | 120 m/perc | |
| Gyorsulás | 1 G | |
| Géptípus | Nyitott kivitel | |
| Asztal | Fix asztal | |
SYRIUS LASERCUT PROFILE M CNC Cső és profilvágó lézer
| Lézerforrás teljesítmény | 1500W – 6000W | |||
| Megmunkálható profilok átmérője | 20–240 mm | 20–280 mm | 20–360 mm | 20–520 mm |
| Megmunkálható profil hossza | 6 m | |||
| Pozicionálás pontossága | ±0.05 mm | |||
| Ismételt pozicionálás pontossága | ±0.03 mm | |||
| Max. mozgási sebesség | 100 m/perc | 100 m/perc | 80 m/perc | 60 m/perc |
| Maximum gyorsulás | 1 G | 1 G | 0,6 G | 0,5 G |
| Géptípus | Nyitott kivitel | |||
| Asztal | Cserélőpalettás asztal | |||
SYRIUS LASERCUT PROFILE L CNC Cső és profilvágó lézer

| Lézerforrás teljesítmény | 1500W – 12000W | ||
| Megmunkálható profilok átmérője | 20–240 mm | 20–280 mm | 10–360 mm |
| Megmunkálható profil hossza | 6 m | 12 m | 12 m |
| Pozicionálás pontossága | ±0.05 mm | ||
| Ismételt pozicionálás pontossága | ±0.03 mm | ||
| Max. mozgási sebesség | 100 m/perc | ||
| Maximum gyorsulás | 1 G | ||
SYRIUS LASERCUT BEAM CNC Gerenda- és síklemezvágó lézer

| Alap paraméterek | |
| Lézer teljesítmény | 6000 W – 20000 W |
| Feldolgozható profil típusok | H-acél, U-acél (csatorna), szögacél stb. |
| Funkciók | Szegmensvágás, karima és gerenda vágás, horonyvágás, jelölés |
| Gép felépítése | |
| Tengelyek száma | Öt-tengelyes (X/Y/Z/A/C) |
| Feldolgozási kapacitás | |
| Max. szelvényszélesség (H) | ≤ 1000 mm |
| Max. szelvénymagasság (B) | ≤ 500 mm |
| Max. szelvényméret (L) | ≤ 12000 mm (12 m) |
| Vágási vastagság | Max. 30 mm (szénacél, O₂, függőleges vágás) |
| Horonyvágási tartomány | 0–45° |
| Munkaút (Stroke) | |
| X-tengely | Max. 13 m (testreszabható) |
| Y-tengely | Max. 2 m (testreszabható) |
| Z-tengely | 900 mm |
| Feldolgozási sebesség | |
| X/Y pozicionálási sebesség | 60 m/perc |
| Szimultán sebesség | 80 m/perc |
| Gyorsulás | 1.0 G |
| Ferdevágó mechanizmus | |
| A-tengely | ±90° |
| C-tengely | ±90° |
Amit mindenképp át kell gondolnod, mert kérdezni fogom és azért fogom kérdezni, mert meghatározza, hogy melyik gép és melyik teljesítménnyel lesz a Neked megfelelő:
- Vágandó anyagminőségek (szénacél, rozsdamentes, alumínium, réz)
- Maximálisan vágandó anyagok falvastagsága, anyagminőségenként (a teljesítményt határozza meg, árképző)
- Vágandó geometriák (cső, profil, H, U, L, stb gerendák, tokmányok típusát határozza meg, árképző)
- Vágandó geometriák maximális átmérője (a tokmányok méretét határozza meg, árképző)
- Befogandó anyag hossza (a gép méretét határozza meg, árképző)
- Maximálisan levágandó hossz (a tokmányok számát határozza meg, árképző)
- Elszívás típusa (axiálventillátoros, szűrés nélkül vagy szűrrendszeres, visszaforgatva a műhelybe, árképző)
Az elszívásnál – ugyanúgy, mint a síklézereknél – a szabvány a szűrrendszeres elszívást írja elő, de a műhelyből kivezetett, axiálventillátoros elszívás milliókkal olcsóbb, viszont télen a fűtött levegőt is kifújja a műhelyből.
Ha bizonytalan vagy valamiben, segítek átgondolni, meghatározni a fentieket, csak annyit kell tenned, hogy felveszed velem a kapcsolatot.
Ahogy láthatod, a gépek felszereltség szempontjából majdnem azonosak, a fő különbség a választható teljestményen és választható elszíváson túl abban van, hogy zárt vagy nyitott és hogy fix asztal vagy cserélőpalettás asztalról beszélünk.
A munkavédelmi szabvány zárt gépet ír elő, szűrrendszeres elszívással vagy pedig önálló helyiségben kell üzemeltetni a gépet. A nyitott gépek valamivel olcsóbbak, nagyságrendileg 5000-1000€ különbséget jelent árban. Zárt géppel az elszívás is hatékonyabb.
A cserélőpalettás asztalok előnye, hogy amíg leszeded a kivágott darabokat, addig a gép tudja vágni a felrakott lemezt, tehát időt nyersz a termelésben. Hátránya, hogy a gép mérete a duplájára nő.
Melyik verzió lesz Neked megfelelő? Lépj velem kapcsolatba és segítek megválaszolni a felmerülő kérdéseket.
Hatékony hegesztés- és vágástechnikai megoldások
Copyright © 2026